
Сектор по разработке оборудования и вакуумных технологий
Сектор по разработке оборудования и вакуумных технологий
Наши разработки:
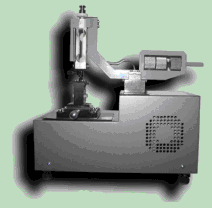
АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССОВ ТРЕНИЯ, ИЗНОСА И ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МОДИФИЦИРОВАННЫХ ПОВЕРХНОСТЕЙ И ТОНКИХ ПОКРЫТИЙ (АКИПТ)
1. Наименование организации-разработчика
ОХП «Институт сварки и защитных покрытий» Государственного научного учреждения «Институт порошковой металлургии»
2. Контактные данные
Е-mail: iszp.nil34@gmail.com; Суворов Анатолий Николаевич.
3. Назначение
АКИПТ предназначен для исследования процессов трения, износа и физико-механических характеристик модифицированных поверхностей и тонких покрытий и разработки методик измерений.
4. Краткое описание разработки
Комплекс состоит из следующих модулей, управляемых посредством единого ПО с IBM PC:
1. Модуль по исследованию процессов трения модифицированных слоев и тонких покрытий, который позволяет определять:
 - силу трения модифицированных слоев и тонких покрытий в диапазоне нормальных нагрузок от 0,01 до 0,5 N (при необходимости 2 N) с точностью ± 0,02 % от предела измерения применяемого датчика.
- силу трения модифицированных слоев и тонких покрытий в диапазоне нормальных нагрузок от 0,01 до 0,5 N (при необходимости 2 N) с точностью ± 0,02 % от предела измерения применяемого датчика.
Инденторы сферические R = 0,75 –
- адгезионную стойкость тонких покрытий в режиме дискретного нагружения с максимальной нормальной составляющей нагрузки до 5 N.
Индентор – алмазная пирамидка.
Движение образца возвратно-поступательное в диапазоне скоростей от 0,4 до 4 мм/с.
2. Модуль для измерения степени износа поверхности материала после взаимодействия с индентором, который позволяет определять профиль и объем дорожки износа бесконтактным лазерным сканером РФ620-3.
Линейность по оси Z - ± 0,1 % диапазона Z.
Линейность по оси Х – ± 0,2 % диапазона Х.
3. Модуль для определения адгезионной прочности тонких покрытий
Модуль имеет следующие характеристики:
- нагружение индентора электромеханическое в динамическом режиме;
- диапазон нагружения – от 0 до 100 N;
- скорость перемещения образца под индентором до 10 мм/мин.
4. Модуль для измерения микротвердости и модуля Юнга модифицированных слоев и тонких покрытий.

Модуль позволяет измерять микротвердость и модуль Юнга:
- индентор – алмазная трех- или четырехгранная пирамида (Берковича, Виккерса);
- минимальная глубина проникновения индентора 200 нанометров;
- нагружение индентора до 2N;
- способ нагружения - электромагнитный;
- перемещение индентора контролируется датчиком РФ-251 с разрешением 0,1 мкм.
5 Основные конкурентные преимущества
Автоматизированный комплекс позволяет:
- с высокой точностью определять абсолютные значения коэффициента трения при исследовании широкого класса материалов;
- регистрировать измерения трибологических свойств тонких и износостойких покрытий;
- по характеру изменения коэффициента трения на начальной стадии фрикционных испытаний устанавливать зависимость топографии поверхности от вида и степени обработки материала;
- оценивать износостойкость покрытий толщиной до нескольких микрометров;
- оценивать микротвердость и износ тонких покрытий. Стоимость оборудования - договорная.
6. Область применения
Области использования комплекса – трибология, физика тонких пленок, материаловедение.
7. Стадия разработки
Разработана конструкторская документация с литерой О1.
8. Форма сотрудничества
Изготовление оборудования.
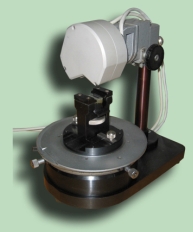
ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ МЕДНОГО ПОКРЫТИЯ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ В ВАКУУМЕ НА ЗАГОТОВКАХ ФРИКЦИОННЫХ ДИСКОВ
1. Наименование организации-разработчика
 ОХП «Институт сварки и защитных покрытий» Государственного научного учреждения «Институт порошковой металлургии»
ОХП «Институт сварки и защитных покрытий» Государственного научного учреждения «Институт порошковой металлургии»
2. Контактные данные:
тел. +375-17 284-00-92, факс – 210-11-17,
E-mail: iszp.nil34@gmail.com
Суворов Анатолий Николаевич.
3. Назначение
Оборудование и технология для формирования медного покрытия предназначены для замены гальванического покрытия заготовок фрикционных дисков на экологически чистое магнетронное распыление в вакууме.
4. Краткое описание разработки
Разработаны технология и оборудование для формирования медного покрытия методом магнетронного распыления в вакууме на заготовках фрикционных дисков. Медный слой толщиной 3 – 5 мкм на стальной заготовке улучшает припекание к ней фрикционного слоя и одновременно является барьером, который препятствует во время припекания «переходу» углерода из фрикционного слоя в материал основы, что предотвращает процесс ее охрупчивания.
5 Основные конкурентные преимущества
Медное покрытие, сформированное методом магнетронного распыления в вакууме, обладает высокими адгезионными характеристиками. Процесс формирования медного покрытия в вакууме является экологически чистым. По сравнению с традиционно применяемым гальваническим методом нанесения медного покрытия предлагаемая технология является ресурсо- и энергосберегающей.
Характеристики оборудования для формирования медного покрытия на заготовках фрикционных дисков:
Производительность, шт./смену 300
Расход электроэнергии на обработку 1 диска, кВт/час 0,2
Напряжение источника тока, В 380
Мощность оборудования, кВт 50
Цена оборудования. договорная
6. Область применения
Предприятия машиностроительного профиля.
7. Стадия разработки
Разработаны конструкторская и технологическая документация с литерой О1.
8. Форма сотрудничества
Продажа технологии и оборудования.
УНИВЕРСАЛЬНАЯ КАМЕРА ДЛЯ ИСПЫТАНИЙ КОРРОЗИОННОЙ СТОЙКОСТИ, ЗАЩИТНОЙ СПОСОБНОСТИ И КОРРОЗИОННОЙ АКТИВНОСТИ АГРЕССИВНОСТИ МАТЕРИАЛОВ
 1. Наименование организации-разработчика
1. Наименование организации-разработчика
ОХП «Институт сварки и защитных покрытий» Государственного научного учреждения «Институт порошковой металлургии»
2. Контактные данные
тел. +375-17-292-63-63, факс – 210-11-17,
Е-mail: iszp.nil34@gmail.com
Суворов Анатолий Николаевич
3. Назначение
Универсальная камера дает возможность испытывать в широком диапазоне влияющих факторов самые разнообразные материалы, изучая как влияние отдельных факторов, так и их комплексное воздействие. Использование такой камеры позволяет определять влияние практически всех нормируемых разрушающих факторов и предохраняющих от разрушения средств.
4. Краткое описание разработки
В состав универсальной камеры входит холодильная система, модуль температурных испытаний, камера соляного тумана, система управления.
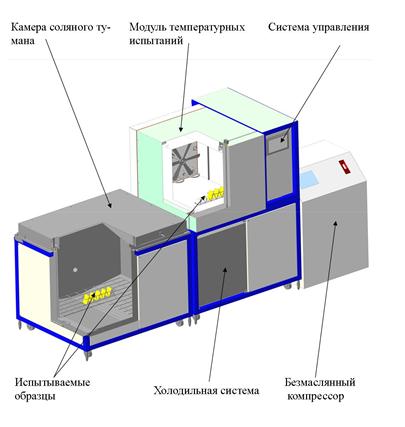
Исполнение установки в виде двух автономных камер обусловлено тем, что для обеспечения устойчивой атмосферы соляного тумана объем камеры должен составлять не менее 400 л. Для создания в камере такого объема необходимой пониженной температуры (-45 °С) требуется мощная холодильная система, что приведет к увеличению габаритов холодильной системы и дополнительному расходу электроэнергии. В связи с этим, блок температурных испытаний выполнен в виде отдельного модуля меньших размеров - объемом 158 л с размерами камеры (690х690х920) мм.
Объем камеры соляного тумана составляет 400 л с размерами (1065х865х820) мм.
Оба модуля изготовлены из нержавеющей стали 12Х18Н10Т.
Преимуществом наличия разделенных камеры соляного тумана и модуля температурных испытаний является также возможность проведения одновременно двух видов испытаний в разных модулях: испытания в атмосфере соляного тумана и циклические испытания «тепло-холод».
Управление процессами коррозионных испытаний обеспечивает микропроцессорная система управления
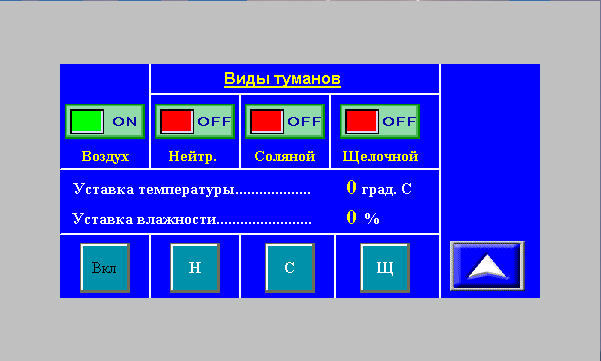

5 Характеристики оборудования
|
№ п/п |
Наименование параметра |
Величина |
|
1 |
Параметры нейтрального соляного тумана (раствор хлористого натрия) дисперсность, мкм, в пределах водность, г/м3 , в пределах |
1 – 10 2 – 3 |
|
2 |
Параметры кислого соляного тумана: в раствор соли добавляется уксусная кислота до |
pН3 |
|
3 |
Параметры кислого соляного тумана и хлорной меди: в раствор соли добавляется уксусная кислота в раствор соли добавляется хлорная медь, г/л |
pН3 0,3 |
|
4 |
Потребляемая мощность, кВт, не более |
5,0 |
|
5 |
Масса, кг, не более |
350,0 |
|
6 |
Цена оборудования. |
договорная |
6. Область применения
Предприятия машиностроительного профиля.
7. Стадия разработки
Разработана конструкторская документация с литерой О1.
8. Форма сотрудничества
Изготовление оборудования.
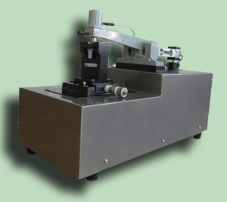
V-ОБРАЗНЫЙ СМЕСИТЕЛЬ
Сектором разработан, изготовлен и поставлен в Индию V-образный смеситель, предназначенный для подготовки шихты высокого качества (смешение и активация порошков) для использования в порошковой металлургии при производстве деталей методом прессования с последующим спеканием, а также при нанесении различных функциональных покрытий газотермическими методами.
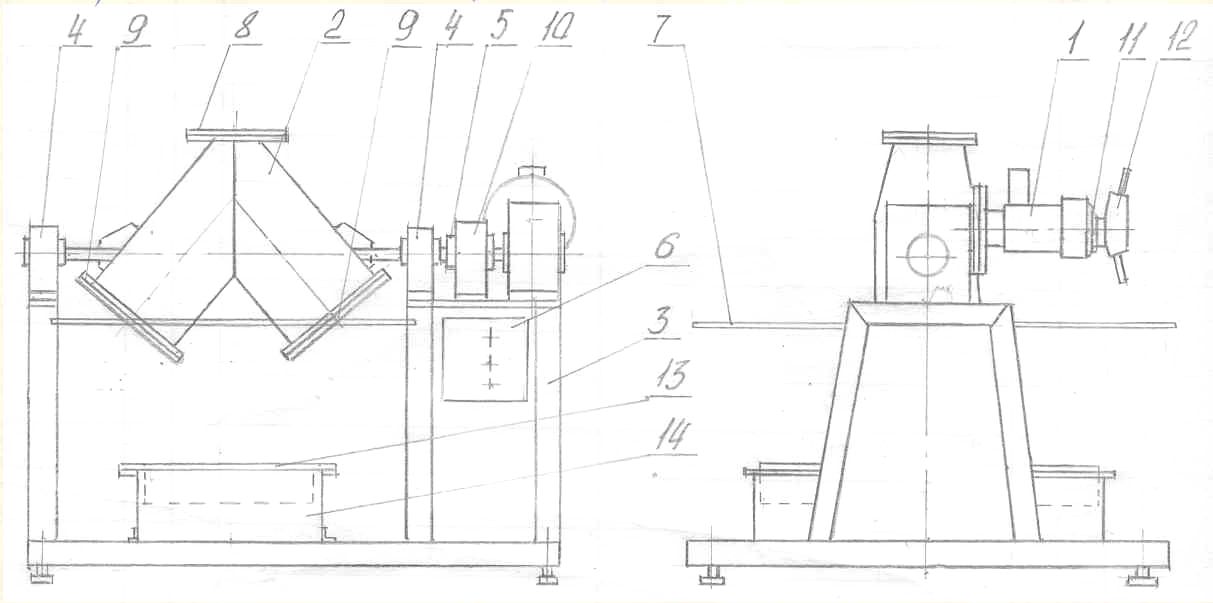
Технические характеристики V-образного смесителя :
- габаритные размеры:
длина, мм не более - 1450;
ширина, мм не более – 600;
высота, мм не более 1400;
- установленная мощность, кВт – 2,3;
- рабочий объем дм3 , - 40;
- объем загружаемого порошкового материала дм3 – 15;
- масса загружаемых стальных шаров, кг не более – 20;
- форма камеры: V образная;
- частота вращения об/мин – 35;
- материал камеры – нержавеющая сталь
- электропитание от сети переменного тока: - 415 В, частотой 50 Гц;
ОБОРУДОВАНИЕ ХТО
Разработано и изготовлено оборудование для химико-термической обработки материалов в плазме тлеющего разряда.

ТЕКУЩАЯ ДЕЯТЕЛЬНОСТЬ
В настоящее время сектор занимается разработкой и изготовлением оборудования для проведения трибологических испытаний в условиях, имитирующих космическое пространство.
Участок по нанесению функциональных покрытий
Для реализации процесса ионно-лучевого нанесения композиционного покрытия используется ионный источник, разработанный на базе торцевого холловского ускорителя осесимметричной конструкции с разрядом в скрещенных E x H полях, который может формировать два независимых ионных пучка кольцевой геометрии. Один из них используется для распыления мишени, другой – для предварительной обработки (ионной очистки и активации) поверхности подложки перед нанесением покрытия. В качестве рабочего газа для распыления композиционной мишени использован аргон.


Рабочее место нанесения функциональных покрытий
для выполнения операции «Нанесение твердосмазочного покрытия на основе MoS2 методом ионно-лучевого распыления на детали из нержавеющей стали и бронзы»
Документация:
Технологический процесс ИСПФ 01171.02 321
Наименование средств технологического оснащения (оборудование, приборы, оснастка, инструмент) | К-во, шт |
Установка вакуумного напыления ННВ 6.6.И1 | 1 |
Двухлучевой ионный источник ИРЛУ-2 | 1 |
Блок питания двухлучевого ионного распылительного источника – БП 94 | 1 |
Установка ультразвуковая УЗУ-025 | 1 |
Пылесос бытовой | 1 |
Стол оператора | 1 |
 а)
а)  б)
б)
 в)
в) 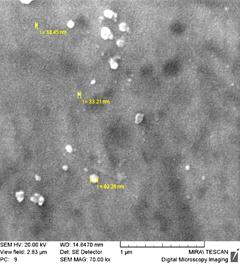 г)
г)
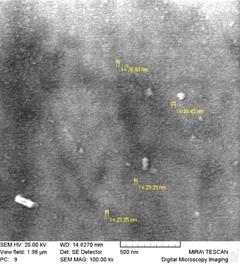
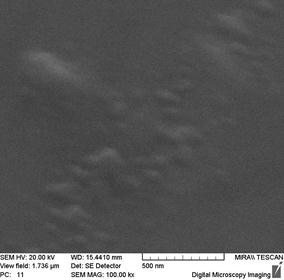
а) × 50000; б) × 100000; в) × 100000; г) × 70000
а, б) исходная поверхность; в, г) поверхность после травления
Микроструктура поверхности ионно-лучевого покрытия, полученного
распылением мишени состава (50% Со + 50% MoS2):
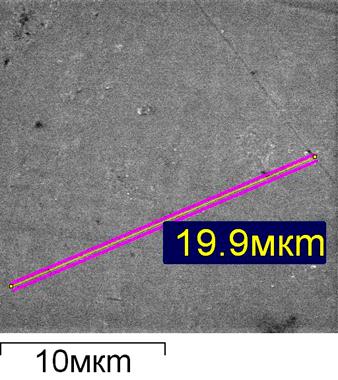
а)
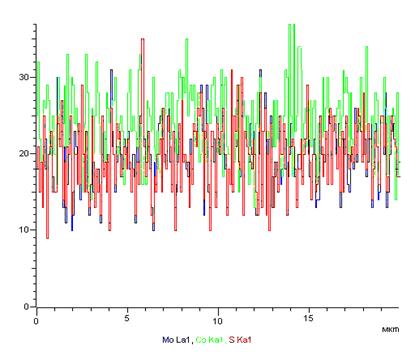
б)
а) морфология поверхности; б) концентрационные кривые распределения
(красный – S, синий – Mo, зеленый – Co)
Морфология поверхности ионно-лучевого покрытия на основе Со с добавкой 50 % MoS2 в мишень для распыления с данными микрорентгеноспектрального анализа
Рабочее место нанесения многослойных покрытий


Оборудование и программное обеспечение
Доработка вакуумной камеры для нанесения многослойных покрытий
 а)
а) 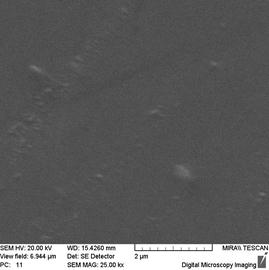 б)
б)
 в)
в)  г)
г)
а) х10000; б) х25000; в) х100000; г) х50000
Структура покрытия, осажденного на разогретую до 200 °С подложку



