
Сектор технологии сварки и аттестации персонала
Сварка трением с перемешиванием – новый способ сварки давлением без плавления материала.
Сварка трением с перемешиванием (СТП) является новым способом сварки трением, который осуществляется без плавления материалов вращающимся инструментом. СТП по сравнению с традиционной сваркой плавлением позволит снизить:
- энергопотребление в 2 – 5 раз (2,5% от энергии, потребляемой при лазерной сварке, 10% от энергии, потребляемой при дуговой сварке);
- длительность производственного цикла на 50 – 75%,
- стоимость 1 п.м. шва в 4 – 10 и более раз;
- остаточные деформации и напряжения в 10 – 25 раз.
СТП позволяет сваривать за один проход материалы с коэффициентом прочности шва 0,8 – 0,95 основного металла толщиной от 0,5 до 300 мм, в том числе и из разнородных материалов на скорости сварки до 6 м/мин, а также производить наплавку, в том числе использовать в аддитивных технологиях - создавать 3D изделия сложной формы.
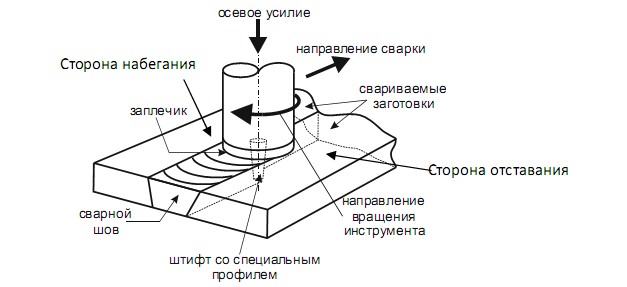
Схема сварки трением с перемешиванием
Технологическая схема процесса сварки трением с перемешиванием включает три основных этапа. На первом – вращающийся с высокой скоростью инструмент, содержащий корпус, рабочий стержень (штифт) с различным рельефом поверхности и опорный бурт (заплечник), медленно погружают в стык деталей на глубину, пpимеpно равную толщине соединяемых кромок. Когда бурт инструмента войдет в контакт с поверхностью деталей, его погружение прекращается. Когда материал кромок за счет теплоты, выделяющейся при трении, нагревается до пластичного состояния, вследствие чего уменьшается усилие, действующее на инструмент, приступают ко второму этапу процесса. На второй стадии процесса осуществляется поступательное перемещение вращающегося инструмента вдоль стыка, сопровождающееся перемешиванием пластифицированного материала кромок. Позади движущегося по линии стыка инструмента нижней задней кромкой бурта формируется плоская поверхность сварного шва с концентрическими следами от его вращения.
По результатам проведенных исследований в ОХП ИСЗП создана лабораторная установка на базе фрезерного станка, включающая системы управления процессом и мониторинга параметров режима сварки с возможностью автоматического выполнения сварки.



