
НИЛ Новые материалы и технологии
НИЛ Новые материалы и технологии

- ЛЕЦКО
- Андрей
- Иванович
Заведующий НИЛ №15, кандидат технических наук, доцент
Tел.: +375 (17) 292-63-40
E-mail: letsko@tut.by
НАПРАВЛЕНИЯ РАБОТ ЛАБОРАТОРИИ:
• разработка и производство порошков:
- для газотермичеккого напыления защитных покрытий с улучшенными эксплуатационными свойствами (износостойкость, тепло- коррозионная стойкость);
- для традиционных методов формирования компактных изделий;
- для магнито-абразивной обработки и полировки металлов и сплавов;
- для ферромагнитных материалов.
• создание технологий получения и оптимизация составов наноструктурированных композиционных порошков в широком диапазоне гранулометрического состава;
разработка научно обоснованных подходов к созданию новых композиционных порошковых материалов, сочетающих высокие характеристики износостойкости с низким коэффициентом трения и улучшенным набором эксплуатационных свойств;
• разработка научных принципов управления процессами механохимической обработки и самораспространяющегося высокотемпературного синтеза (СВС) с целью расширения их технологических возможностей;
• разработка научно обоснованных подходов к совершенствованию схем СВС для создания наноструктуированных материалов;
• разработка технологий размола и классификации порошковых материалов;
• разработка и изготовления шихтовых составов для ХТО.
Оказание услуг:
• подготовка и гомогенизация шихты;
• размол керамических, металлокерамических и других материалов с классификацией порошков в диапазоне от 100 до 0,5 мкм.
Аддитивное производство
ТРЕХМЕРНАЯ ЦИФРОВАЯ (3D) ПЕЧАТЬ ПОРОШКАМИ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ПУТЕМ ИХ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ
На аддитивном производстве Института порошковой металлургии имеется собранный во Франции металлургический 3D-принтер ProX DMP 300 международной компании 3D-Systems (штаб-квартира США), который за счет селективного (избирательного ) лазерного сплавления позволяет осуществлять послойную 3D-печать металлическими порошками.
3D-принтер ProX DMP 300 (3D-Systems, США)

|
Характеристики |
Показатели |
|
Оптоволоконный лазер |
P=500 Вт - А=1070 нм, система управления и контроля микропроцессорная |
|
Система наложения слоев |
Регулируемая, система регулировкимикропроцессорная |
|
Рабочая зона печати |
250 x 250 x 300 мм |
|
Минимальная зона построения детали |
X=100 мкм; y=100 мкм; z=20 мкм |
|
Повторяемость |
X=20 мкм; y=20 мкм ; z=20 мкм |
|
Система загрузки |
Автоматическая, пневмомеханическая с микропроцессорной системой контроля |
|
Система сбора и возврата порошка |
|
|
Расходные материалы |
Нержавеющая сталь, инструментальная сталь, сплавы цветных металлов, жаропрочные сплавы, окись алюминия и титана, металлокерамика. |
Послойная 3D-печать металлическими порошками осуществляется на платформе построения с рабочим полем 250 х 250 мм. Минимальная высота печатного слоя определяется фракцией частиц исходного порошка и точностью позиционирования (±10 мкм) платформы построения. Предельно допустимая высота формируемой рабочим полем платформы построения зоны 3D-печати составляет 300 мм.
Примеры 3D-печати металлическим порошком фракции ≤ 45 мкм
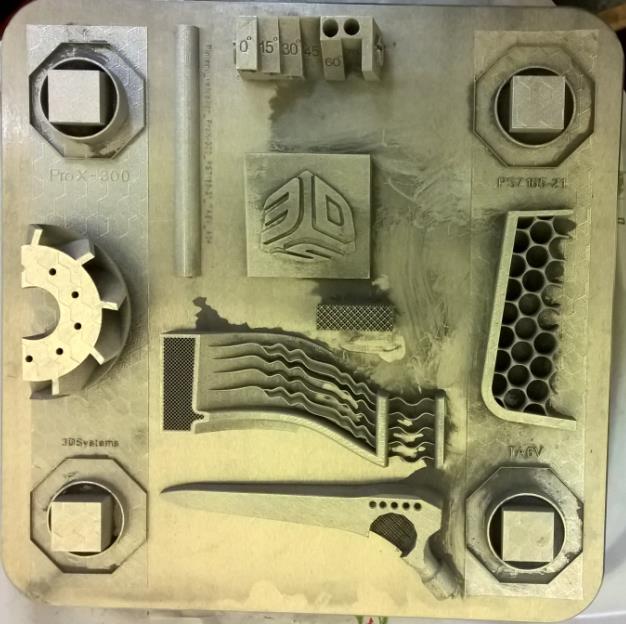
На платформе построения после изготовления

После отделения от платформы построения
На аддитивном производстве Института порошковой металлургии для заинтересованных юридических лиц по представленным 3D-модели форматов OBJ или STL или чертежам, полученным в системе CAD, которые позволяют получить такие модели, выполняются заказы по изготовлению с использованием металлургического 3D-принтера ProX DMP 300 изделий из металлических порошков следующих сплавов:
- титана марок ВТ1 и BT6 (ГОСТ 19807-91) или их аналогов Ti6Al4V (США, Франция, Япония), Grade 5 (Германия);
- алюминия марок АК-12 / АЛ-2 (ГОСТ 1583-93) или их аналоги ENAB-44100 (Европейский Союз), A413.1 / A4131 (США), G-Al-Si13 (Япония);
- никель-хромового жаропрочного марок ХН45МВТЮБР и ХН70МВТЮБР (ГОСТ 5632-2014) или их аналогов UNS N07719 (Европейский Союз), Inconel 718 (США);
- низко-и среднеуглеродистой легированной стали марок 40ХГМА, 40ХГНМ, 4X2ГHM (ГОСТ 5632-2014) и их зарубежных аналогов UTOPNEX, UTOPN, UTOPNIN (Европейский Союз), 1.2709, 1.2311, 1.2312, 1.2738 (США).
Для повышения прочности получаемых после 3D-печати изделий, по желанию юридических лиц, может также производиться и горячее изостатическое прессование. Стоимость получаемых изделий определяется не только их объемом и габаритными размерами, но и коэффициентом заполнения платформы построения (чем он выше, тем стоимость ниже), а также фракцией частиц исходного порошка : ≤ 75 мкм, ≤ 63 мкм, ≤ 45 мкм (чем меньше фракция, тем дороже получаемые изделия). В среднем, стоимость изготавливаемых изделий с использованием металлургического 3D-принтера ProX DMP 300 сопоставима со стоимостью аналогичных, полученных на станках с числовым программным управлением.
ТРЕХМЕРНАЯ ЦИФРОВАЯ (3D) ПЕЧАТЬ ПОСЛОЙНО-МОДЕЛИРУЕМЫМ ОСАЖДЕНИЕМ (FDM или FFF) РАСПЛАВЛЕННОЙ ПОЛИМЕРНОЙ НИТИ
На аддитивном производстве Института порошковой металлурги имеется изготовленный компанией Ultimaker B.V. (Нидерланды) 3D-принтер Ultimaker 3 extended, который на платформе построения с рабочим полем 215х215 мм (при использовании одного экструдера) или 197х215 мм (при использовании двух экструдеров) позволяет осуществлять послойную 3D-печать расплавленной полимерной нитью. Минимальная высота печатного слоя определяется диаметром используемого сопла экструдера (45 или 25 мкм) и точностью позиционирования (±10 мкм) платформы построения 3D-принтера. Предельно допустимая высота формируемой рабочим полем платформы построения зоны 3D-печати составляет 315 мм.
3D-принтер Ultimaker3 (Ultimaker B.V., Нидерланды)

Характеристики | Показатели |
Технология печати | Fused deposition modeling (FDM) Моделируемое осаждение расплавленной полимерной нитью |
Количество экструдеров | 2 |
Рабочая зона печати | 215 x 215 x 315 мм (для одного экструдера) 197х 215 х 315 (для двух экструдеров) |
Расходные материалы | ABS, PLA, PVA, HIPS, ВАТСОН, Нейлон, ПОЛИКАРБОНАТ |
На аддитивном производстве Института порошковой металлургии для заинтересованных юридических лиц по представленным 3D-модели форматов OBJ или STL или чертежам, полученным в системе CAD, которые позволяют получить такие модели, выполняются заказы по изготовлению с использованием 3D-принтера Ultimaker 3, как изделий из полимерных материалов, так и их прототипов.
ТРЕХМЕРНОЕ ЦИФРОВОЕ (3D) СКАНИРОВАНИЕ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ
На аддитивном производстве Института порошковой металлурги имеется 3D-сканер ATOS Triple Scan 16М, изготовленный компанией GOM (ФРГ). Данный 3D-сканер включает в себя автоматизированное рабочее место (1) на базе графической станции, имеющей 10 ядерный процессор с таковой частотой 3 ГГц, видеокарту с объемом оперативной памяти 4 Гбайт и модуль оперативной памяти 64 Гбайт, а также поворотную стойку (2) и цифровой стереоскопический оптический детектор (3). Имеющийся в оптическом детекторе главный объектив и две оптические камерами обеспечивают 3D-сканеру возможность в выделенном объеме 320 х 240 х 200 мм за один цикл сканирования получать изображение поверхности в виде массива точек с концентрацией до 16 МПикс на квадратный дюйм. Благодаря этому, разработанное производителем 3D-сканера программное обеспечение позволяет определять расстояния между двумя произвольными точками сканированной поверхности с точностью до 7 микрон.
3D-сканер ATOS Triple Scan 16М (GOM, ФРГ)

1 - автоматизированное рабочее место;2 - поворотная стойка;3 - оптический детектор
На аддитивном производстве Института порошковой металлургии для заинтересованных юридических лиц по представленным изделиям и чертежам производится контроль размеров поверхностей на соответствие допустимых отклонений. Для этих лиц также могут выполняться работы и по реинжинирингу (обратной разработке), позволяющее получать по представленным юридическим лицом изделиям их 3D-модели форматов OBJ или STL, а также полигональные оболочки внешних поверхностей этих изделий для последующего преобразования в чертежи системы CAD, включая само такое преобразование.
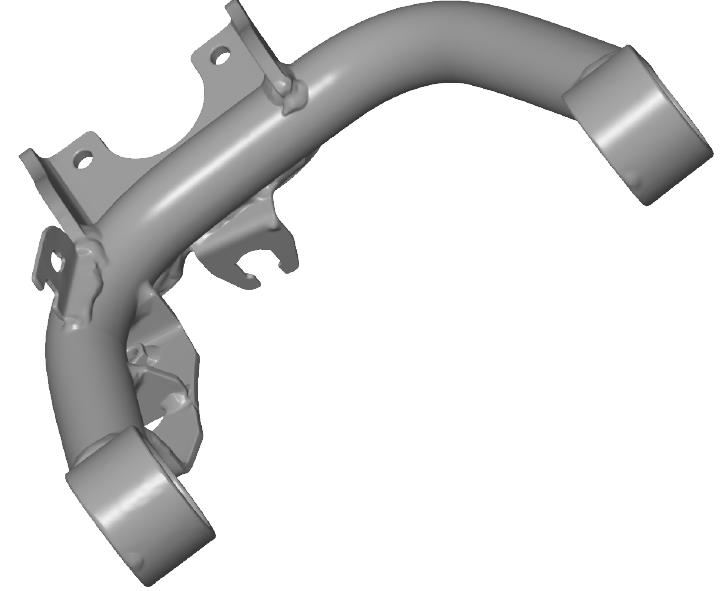
Пример реинжиниринга экспериментальных образцов левого и правого рычагов автомобильной довески
Внешний вид левого (а) и правого (б) рычагов подвески после 3D-сканирования
 а)
а) 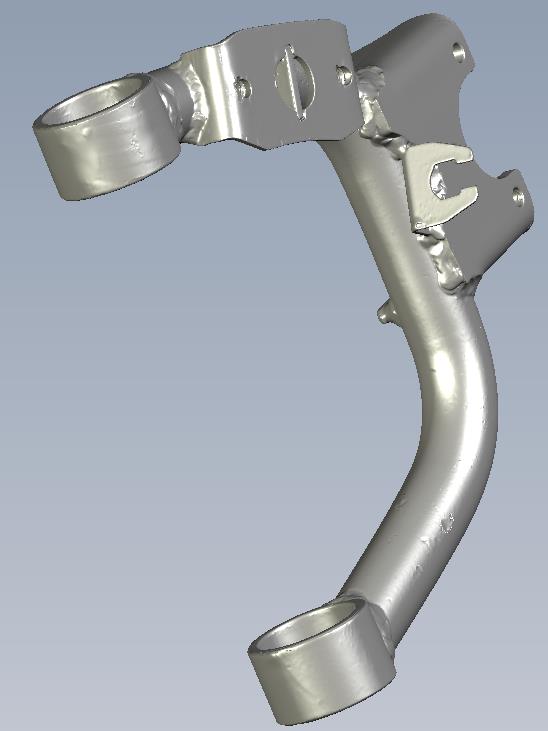 б)
б)
Внешний вид STL-модели левого (а) и правого (б) рычагов подвески
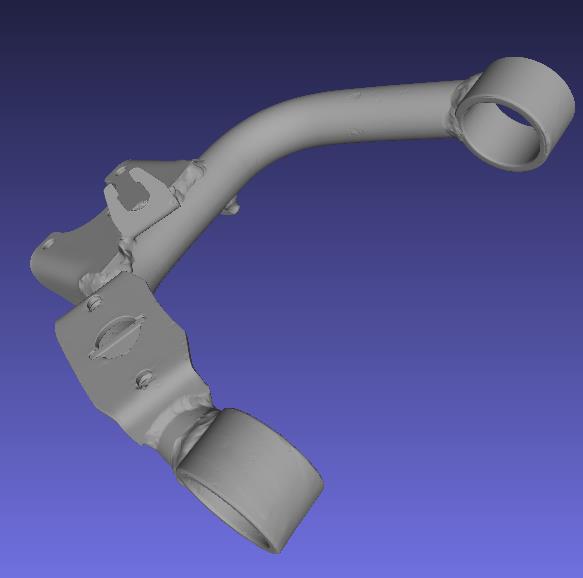 а)
а) 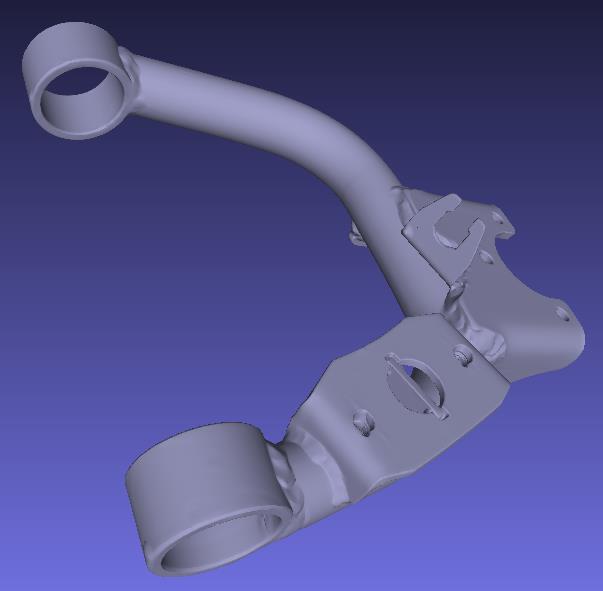 б)
б)
Исходная оболочка (а) в виде полигональной сетки (б) для последующего преобразования в CAD-модели рычагов подвески
 а)
а)  б)
б)
Внешний вид 3D CAD-модели левого (а) и правого (б) рычагов подвески
 а)
а)  б)
б)
ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ 3D-ПРИНТЕРОВ
На аддитивном производстве Института порошковой металлурги имеется установка JT-QWH-25KG (КНР) вакуумно-индукционной плавки и распыления в газовом потоке металлических расплавов, позволяющая получать порошки для металлургических 3D-принтеров.
Вакуумно-индукционная установка JT-QWH-25KG (КНР)

Характеристики | Показатели |
Максимальный объем загрузки | 25кг (для стали) |
Мощность индукционного среднечастотного нагревателя | 100 кВт (на частоте 4 кГц) |
Максимальная температура: в раздаточном тигле в плавильном тигле | ≤ 2200 °С ≤ 1850 °С |
Рабочее давление вакуума | £ 0,66 Па |
Максимальное давление в распылительной камере | 6 МПа |
Используемые газы для распыления | Ar, N2 |
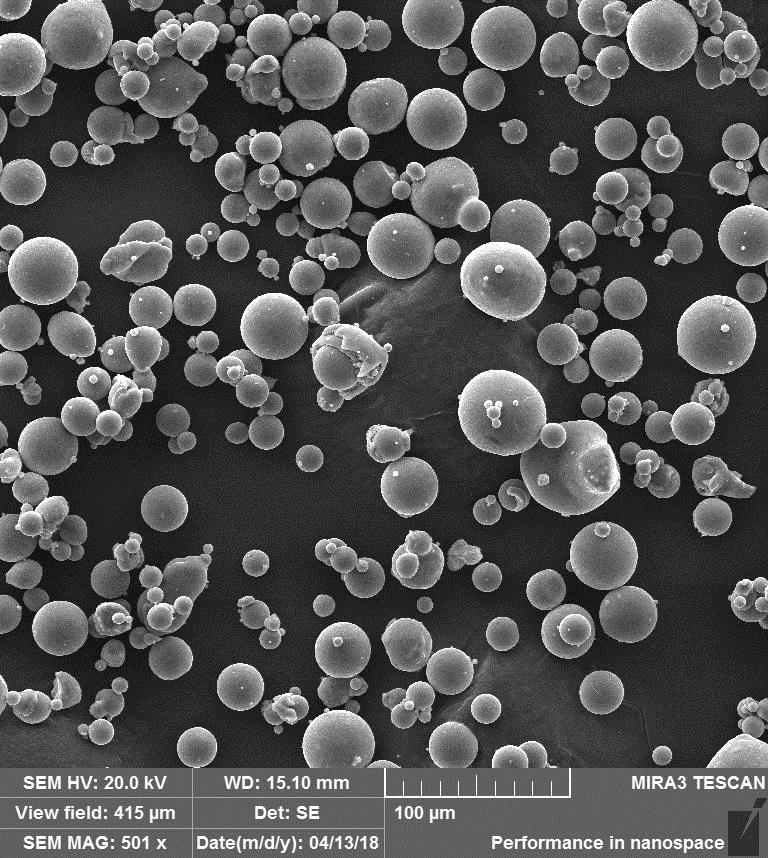
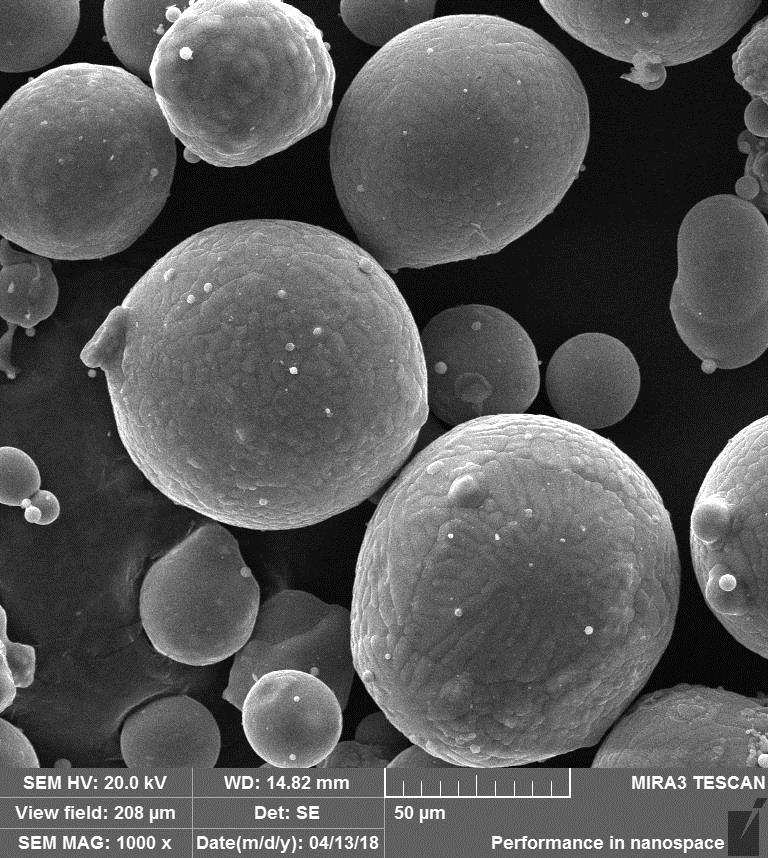
На аддитивном производстве Института порошковой металлургии по разработанным технологиям на имеющейся установке вакуумно-индукционной плавки и распыления для заинтересованных юридических лиц производят металлические порошки со сферической и округлой формой частиц с последующей классификацией по фракциям ≤ 45 мкм; ≤ 63 мкм и ≤ 75 мкм. Пожеланию юридических лиц также могут выделяться и более крупные фракции.
Разработанные в Институте порошковой металлургии технологии вакуумно-индукционной плавки и распыления позволяют для металлургических 3D-принтеров получать порошки хромосодержащих никелевых жаропрочных сплавов типа Inconel 718 (аналог ХН45МВТЮБР), низкоуглеродистых коррозионно-стойких сталей типа AISI 316L (аналог 03Х16Н15М3), а также алюминиевых сплавов, включая технически чистые типа А7 (ГОСТ 11069-2001).
Установка вакуумной индукционной плавки и распыления расплава инертным газом «JT-QWH-25KG» оснащена анализатором остаточных газов PPR100: 100 а.е.м. Этот анализатор даёт возможность детального анализа остаточных газов в вакуумных системах.
Распыление весьма эффективно при получении порошков многокомпонентных сплавов и обеспечивает объемную равномерность химического состава, оптимальное строение и тонкую структуру каждой образующейся частицы. Это связано с перегревом расплава перед диспергированием, что приводит к высокой степени его однородности на атомарном уровне из-за полного разрушения наследственной структуры твердого состояния и интенсивного перемешивания, и кристаллизацией.
Результатом исследовательской деятельности явилось создание научно-обоснованных подходов к совершенствованию и расширению возможностей СВС и методов механохимической обработки.
На базе проводимых исследований создано оборудование и технологии получения композиционных порошков с улучшенным комплексом физико-механических и функциональных свойств посредством высокоэнергетического воздействия на их структурное состояние.
Разработанные порошки применяются для напыления износо-, корозионностойких и теплозащитных покрытий методами газопламенного, высокоскоростного газопламенного, плазменного и детонационного напыления.
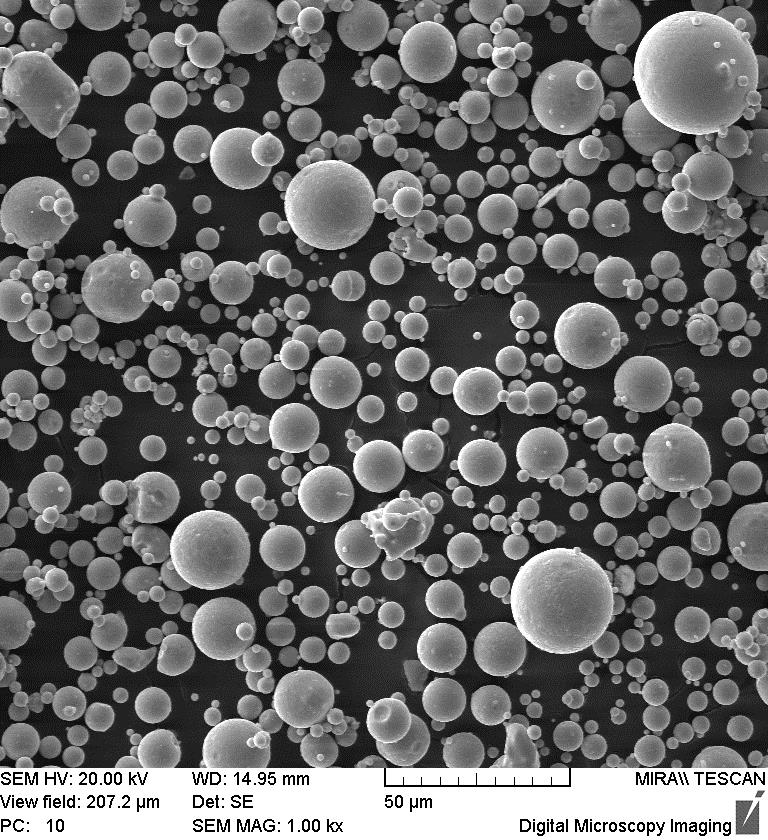
Образцы некоторых порошков, полученных на вакуумно-индукционная установка JT-QWH-25KG:
Порошок 316L
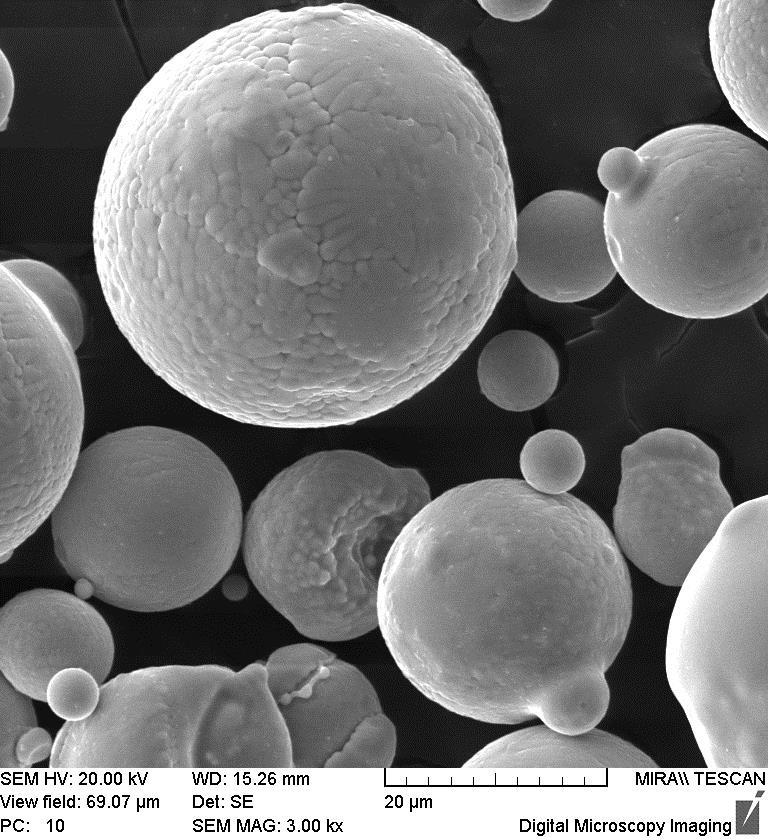
Порошок Inconel 718

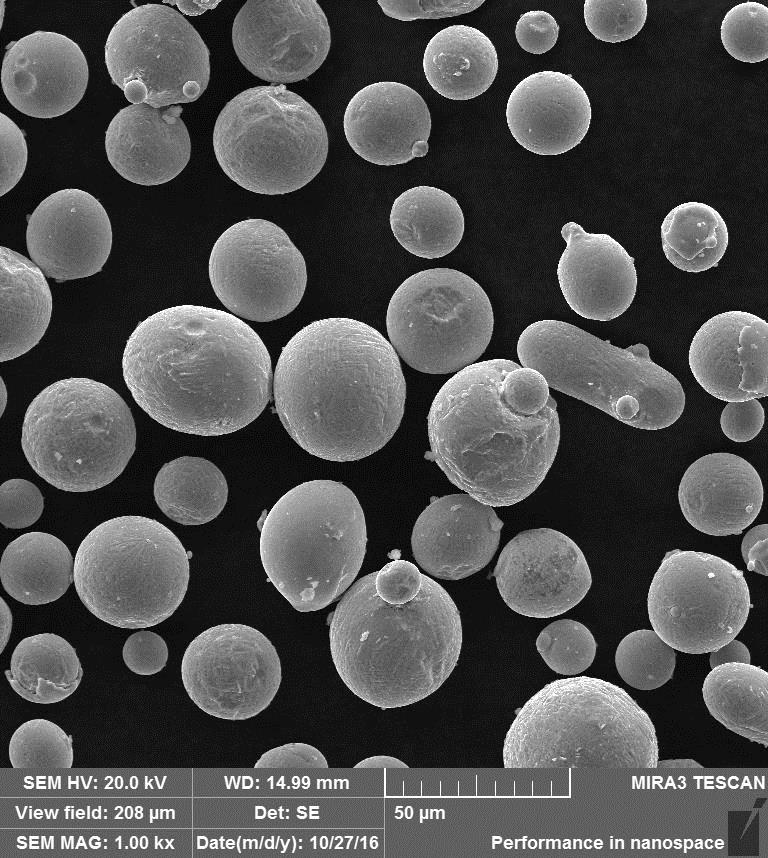
Порошок алюминиевый А7
ИЗГОТОВЛЕНИЕ КОСТНЫХ ИМПЛАНТАТОВ И ПРОТЕЗОВ ПО STL-МОДЕЛЯМ И ИНДИВИДУАЛЬНЫМ КОМПЬЮТЕРНЫМ 3D-ТОМОГРАМАМ
Имеющееся на аддитивном производстве Института порошковой металлурги оборудование (металлургический 3D принтер ProX DMP 300 и использующий FDM-печать 3D-принтер Ultimaker 3 extended) позволяет по представляемым STL-моделям или компьютерной томографии изготавливать для юридических лиц индивидуальные имплантаты или протезы, применяемые в хирургии и ортопедии, для реконструкции отсутствующих костных тканей.
Примеры реконструкции костной ткани и изготовления имплантатов:
Полученные по представленной STL-модели левый и правый тазобедренные суставы

Реконструированные по представленной STL-модели отломки костных нижней челюсти

Полученная по представленной компьютерной томографии 3D-модель фрагмента лицевого скелета с отсутствующей костной тканью правой височной кости
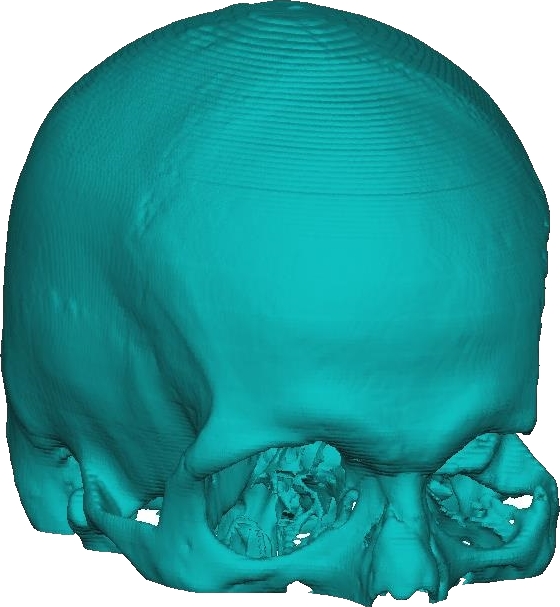
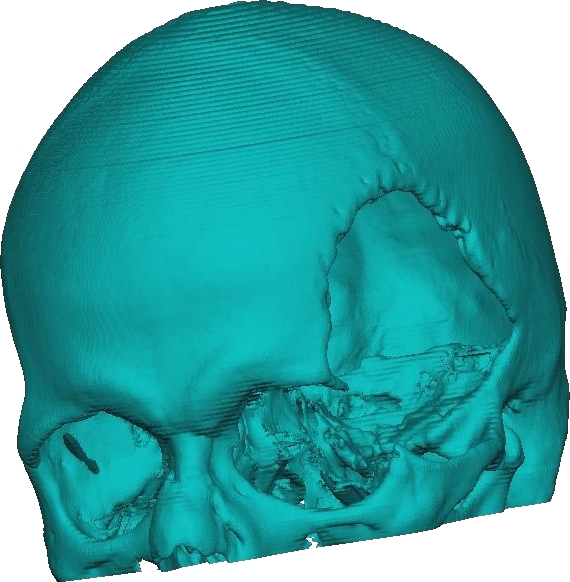
а) левая сторона б) правая сторона
Реконструкция на STL-модели отсутствующей части костной ткани провой височной кости лицевого скелета с учетом представленной компьютерной томографии

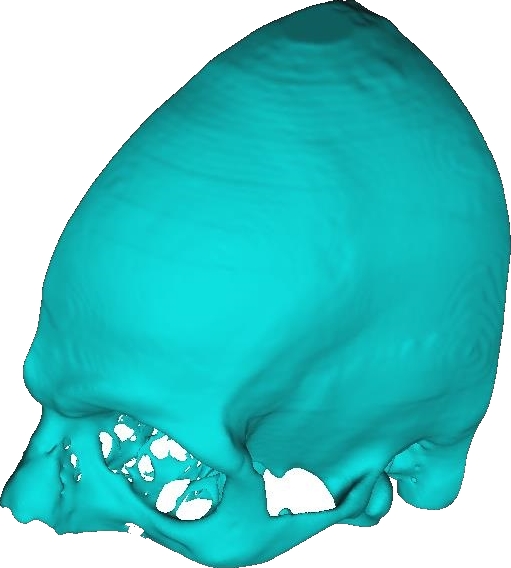
а) до реконструкции б) после реконструкции
Полученные согласно STL-модели шаблоны фрагмента лицевого скелета с отсутствующей и реконструированной частями костной ткани для изготовления имплантата

а) фрагмент лицевого скелета с отсутствующей костной тканью
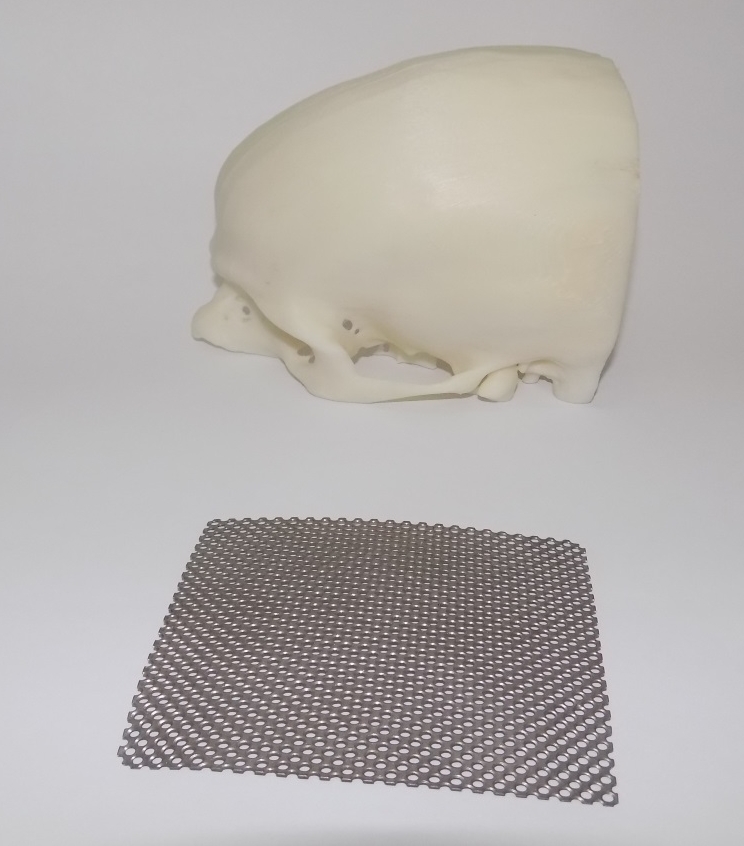
б) фрагмент лицевого скелета с реконструированной костной тканью и титановой сетки, из которой был изготовлен имплантат
ПУБЛИКАЦИИ:
Монографии:
Н.З. Ляхов, Т.Л. Талако, Т.Ф. Григорьева. Влияние механоактивации на процессы фазо- и структурообразования при самораспространяющемся высокотемпературном синтезе / Отв. редактор О.И. Ломовский. - Новосибирск: Параллель, 2008. – 168 с.
Механокомпозиты – прекурсоры для создания материалов с новыми свойствами А.И. Анчаров и др.; отв. ред. О.И. Ломовский; Рос. акад.наук, Сиб. отд-ние, Ин-т химии твердого тела и механохимии [и др.]. – Новосибирск: Изд-во СО РАН, 2010. – 424 с.
Статьи:
P.Vityaz, A.Verstak, T. Talako, S.Sobolevskiy, E.Lugsheider, P.Jiokiel, G.Beckschulte, K.Yuschenko, G.Pursche. Processing and investigation of tauboride-containing NiCrBTi-TiC plasma coatings // Materials Science and Engineering, 1993.- №A168. – с. 61-66.
T. Talaka, T. Grigorieva, P. Vitiaz, N. Lyakhov, A. Letsko, A. Barinova. Structure Peculiarities of Nanocomposite Powder Fe40Al/Al2O3 produced by MASHS // Mater. Science Forum. – 2007. – V. 534-536. – P. 1421-1424.
T. Talaka, A. Ilyuschenko, A. Letsko, T. Hasak. Structure and Properties of MASHS Titanium Aluminide–Based Powder Alloyed with Chromium // Materials Science Forum. – 2007. – V. 534-536. – P. 1589-1592
T.L. Talako, T.F. Grigor’eva, A.I. Letsko, A.P. Barinova, P.A. Vitiaz, N.Z. Lyakhov. Mechanoactivated SHS of FeAl-based nanocomposite powders // Int. J. Self-Propag. High-Temp. Synth. – 2009. – V. 18, No. 2. – P. 125–132.
T. Talako, A. Ilyuschenko, A. Letsko. SHS powders for thermal spray coatings. // KONA Powder and Particle Journal. – 2009. – No.27. - P.55-72.
T. Talaka, A. Ilyuschenko, Carsten Weil, Ismo Lindon,Graham McCartney; Deen Zhang, John Yellup, Markus Bruhl, Kirsten Bobzin. Development of NiZn-ferrite coatings for electromagnetic applications // Welding and Cutting. – 2010. – Vol. 9, No. 2. – P. 111-116
M. Bruhl, D. Zhang, T. Talaka, C. Weil, I. Linden, K. Bobzin, A. Ilyuschencko, D.G. McCartney, J.Y. Yellup. Microstructure and complex magnetic permeability of thermally sprayed NiZn ferrite coatings for electromagnetic wave absorbers // Surface engineering. – 2010. – Vol. 26, Nо 6. – Р. 484-490.
П.А. Витязь, А.Ф. Ильющенко, Т.Л. Талако, А.И. Лецко. Получение порошков методом СВС. // 50 лет порошковой металлургии Беларуси. История, достижения, перспективы: Глава 7. (с. 112-125). / ред.кол.: А.Ф. Ильющенко [и др.]. – Минск, 2010. –632 с.
T.L. Talako, A.I. Letsko, T.Ph. Grigorieva. Combustion Synthesis of Nanocomposite Powders Using а Mechanically Activated Process // Combust. Sci. Technol. – 2010. – V. 182, Issue 11. – P. 1598-1609.
Ловшенко Г.Ф., Комаров О.С., Урбанович Н.И., Волосатиков В.И., Нисс В.С., Лецко А.И. Повышение эффективности модифицирования серого чугуна за счет введения в состав модификатора углерода // Литье и металлургия, 2010, Выпуск 57, №3 с.47-51
Т. Ф. Григорьева, А. И. Лецко, Т. Л. Талако, С. В. Цыбуля, И. А. Ворсина, А. П. Баринова, А. Ф. Ильющенко, Н. З. Ляхов Получение композитов Cu/ZrO2 комбинированием методов механической активации и самораспространяющегося высокотемпературного синтеза // Физика горения и взрыва, 2011, № 2, т. 47, с. 54-58
Т.Л. Талако, П.А. Витязь, А.И. Лецко, Т.Ф. Григорьева, Н.З. Ляхов, М.С. Яковлева Нанокомпозиционные порошки «интерметаллид/оксид», получаемые методом механоактивируемого самораспространяющегося высокотемпературного синтеза // «НАНОСИСТЕМИ, НАНОМАТЕРІАЛИ, НАНОТЕХНОЛОГІЇ». – 2011. –Том 9, №4. – с. 971-977.
К.Э. Барановский, Урбанович Н.И., Комаров О.С., И.Б. Проварова, Волосатиков В.И., Лецко А.И Применение отходов, содержащих наноразмерные и ультрадисперсные частицы в составе модификатора для серого чугуна. // Литье и металлургия, 2013, Выпуск 72, №3 с.174-175
Т.Л. Талако Исследование механизма влияния механоактивации на самораспространяющийся высокотемпературный синтез материалов // Весцi НАН Беларуси. Сер. фiз.-тэхн. навук. – 2014. – № 1. – С. 25-32.
Т.Ю. Киселева, А.И. Лецко, Т.Л. Талако, С.А. Ковалева, Т.Ф. Григорьева, А.А. Новакова, Н.З. Ляхов Влияние локальной структуры механохимически полученных порошковых прекурсоров на микроструктуру СВС-композитов Fe2O3/Fe/Zr/ZrO2 // Российские нанотехнологии. – 2015. –Т. 10,№ 3-4. –С. 47-53
T. Talako, P. Vityaz, A. Ilyushchenko, A.I. Letsko, N. Parnitsky, M.S. Yakovleva. FeAlCr/Al2O3 powder for oxidation resistant thermal spray coatings / World PM 2016 Proceedings.
А.И. Лецко, T. Л. Талако, Н.М. Парницкий Влияние структурного состояния хрома на стойкость к окислению композиционного порошка на основе β-FeAl, упрочненного включением Al2O3 // Весцi НАН Беларусi. Сер. фiз.-тэхн. навук. 2016. № 2, С.27-32.
S. І. Mudryi, І. І. Shtablavyi, Yu. О. Kulyk, T. L. Talako, А. І. Letsko Influence of Nickel on the Structure of Al0.878Si0.122 Liquid Eutectic // Materials Science, 2016,Volume 51,Issue 4,pp 583–588



